





熱壓成型一直是航空航天領(lǐng)域生產(chǎn)主承力結(jié)構(gòu)先進(jìn)樹脂基復(fù)合材料制件最重要的工藝方法,然而高昂的制造成本嚴(yán)重制約了它的發(fā)展和應(yīng)用。目前造成先進(jìn)樹脂基復(fù)合材料構(gòu)件制造成本過高的主要原因如下:(1)研制周期長、效率低。當(dāng)前研制復(fù)合材料結(jié)構(gòu)都是采用試驗(yàn)摸索,先是試樣的試驗(yàn),再做縮比件試驗(yàn),經(jīng)過反復(fù)數(shù)次確定制造工藝,研制周期長;(2)制造規(guī)范不通用。針對(duì)某一復(fù)合材料構(gòu)件從大量試驗(yàn)摸索形成的一種較合理的制造工藝規(guī)范,只適用這一特定情況,復(fù)合材料構(gòu)件結(jié)構(gòu)形式一旦改變,又需要新做大量試驗(yàn),耗資耗時(shí)。(3)制件質(zhì)量可控性差,造成復(fù)合材料性能分散,材料許用值低,構(gòu)件合格率低。
在熱壓成型過程數(shù)學(xué)模型研究的基礎(chǔ)上,選擇適當(dāng)?shù)膬?yōu)化算法,在脫離生產(chǎn)線的條件下,優(yōu)化工藝制度是非常必要的。對(duì)于工藝制度的優(yōu)化,大多數(shù)研究集中在以工藝時(shí)間最小化為優(yōu)化目標(biāo),在滿足與溫度相 關(guān)的約束條件下對(duì)溫度制度進(jìn)行優(yōu)化,以控制殘余應(yīng)力。而關(guān)于壓力制度的設(shè)計(jì)以及壓力制度對(duì)層板密實(shí)程度和纖維分布的影響的研究很少見報(bào)道。
對(duì)于壓力制度而言,加壓時(shí)機(jī)是一個(gè)很重要的參數(shù),加壓過早可能造成貧膠,加壓太晚由于樹脂流動(dòng)性變差,引起富樹脂現(xiàn)象,不利于氣泡的排除。本文以熱壓成型過程樹脂流動(dòng)數(shù)學(xué)模型為基礎(chǔ),以固化層板纖維含量為目標(biāo),采用遺傳算法,實(shí)現(xiàn)了加壓時(shí)機(jī)的設(shè) 外加壓力Pa設(shè)為常數(shù),目標(biāo)纖維體積分?jǐn)?shù)為62%,優(yōu)化變量為第一平臺(tái)恒溫時(shí)間th。圖3,4分別給出了種群的平均適應(yīng)度指數(shù)隨進(jìn)化代數(shù)的變化和種計(jì)。以T700/ 5228和T700/ 5224層板為例,對(duì)加壓時(shí)機(jī)以及層板內(nèi)纖維分布進(jìn)行了分析。具有重要的學(xué)術(shù)價(jià)值和工程應(yīng)用意義,有助于降低成本,縮短復(fù)合材料研制周期。
1 樹脂流動(dòng)控制方程
以squeeze sponge模型‘51為基礎(chǔ),同時(shí)假設(shè)預(yù)浸料完全被樹脂飽和浸潤,不存在氣泡;對(duì)于復(fù)合材料等厚層板,只考慮樹脂沿層板厚度方向流動(dòng),且符合達(dá)西定律:纖維為剛性體,且不可壓縮。根據(jù)有效應(yīng)力原理,纖維和樹脂共同承擔(dān)外加壓力,有關(guān)系式:

2 優(yōu)化方法及測試
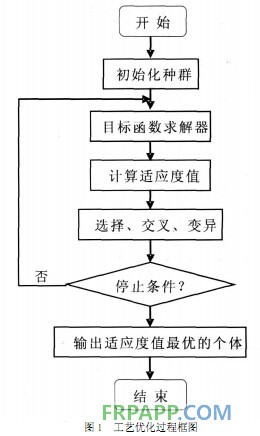
遺傳算法( Genetic Algorithm)是一種全局優(yōu)化算法,它借用了生物遺傳學(xué)的觀點(diǎn),通過自然選擇、遺傳、變異等作用機(jī)制,實(shí)現(xiàn)各個(gè)體適應(yīng)性的提高。它直接以目標(biāo)函數(shù)值作為搜索信息,具有很強(qiáng)的魯棒性,廣泛應(yīng)用于各個(gè)領(lǐng)域。本文以遺傳算法作為熱壓成型工藝參數(shù)優(yōu)化的方法,以樹脂流動(dòng)過程數(shù)值模擬系統(tǒng)作為目標(biāo)函數(shù)的求解方法。遺傳算法與數(shù)值模擬方法的有機(jī)結(jié)合,可得如圖1所示的優(yōu)化系統(tǒng)。
決策變量Tf的群體中每個(gè)個(gè)體的數(shù)值由遺傳算法程序提供給樹脂流動(dòng)數(shù)值模擬程序,獲得每個(gè)個(gè)體所對(duì)應(yīng)的復(fù)合材料層板平均纖維體積分?jǐn)?shù):然后計(jì)算每個(gè)個(gè)體的適應(yīng)度值:遺傳算法程序根據(jù)適應(yīng)度值確定每個(gè)個(gè)體通過復(fù)制操作遺傳到下一代的概率,然后進(jìn)行復(fù)制、交叉和變異操作,從而獲得決策變量的下一代群體。如此反復(fù)計(jì)算,直到獲得最優(yōu)解。
以T700/ 5228單向?qū)影鍨槔M(jìn)行加壓時(shí)機(jī)的優(yōu)化,初始纖維體積分?jǐn)?shù)為55%,初始層板厚度為3. 86mm,雙面吸膠,典型溫度制度如圖2所示,在第一個(gè)溫度平臺(tái)恒溫th分鐘后施加外力。th為恒溫時(shí)間,計(jì)算中需要的參數(shù)見表1。

外加壓力Pa設(shè)為常數(shù),目標(biāo)纖維體積分?jǐn)?shù)為62%,優(yōu)化變量為第一平臺(tái)恒溫時(shí)間th。圖3,4分別給出了種群的平均適應(yīng)度指數(shù)隨進(jìn)化代數(shù)的變化和種群中最優(yōu)個(gè)體適應(yīng)度指數(shù)隨進(jìn)化代數(shù)的變化。可以看出優(yōu)化系統(tǒng)可以快速、準(zhǔn)確地找到最優(yōu)個(gè)體。外加壓力分別為0. 4MPa和0.6MPa時(shí),優(yōu)化得到加壓時(shí)機(jī)即恒溫平臺(tái)時(shí)間th分別為38min和3lmin。


3結(jié)果分析
在熱固性樹脂基復(fù)合材料成型過程中,溫度、壓力、時(shí)間是三個(gè)基本工藝參量,加壓時(shí)機(jī)又稱加壓窗口是最重要的一個(gè),通常由經(jīng)驗(yàn)方法確定。眾所周知,纖維含量和孑L隙含量對(duì)復(fù)合材料的力學(xué)性能有非常重要的影響。通常平均纖維體積含量在50%至70%之間,航空航天應(yīng)用的典型目標(biāo)是62%,可以接受的孔隙率低于2%。
基于樹脂流動(dòng)模型和遺傳算法,采用數(shù)值方法對(duì)單向和正交兩種鋪層形式的T700/ 5228和T700/5224層板加壓窗口進(jìn)行了分析。
對(duì)于薄層板,實(shí)驗(yàn)采集層板表面和中心位置溫度的結(jié)果表明層板內(nèi)溫差可以忽略,因此,不考慮層板內(nèi)溫差對(duì)樹脂流動(dòng)的影響。根據(jù)典型溫度制度,定義了兩種加壓時(shí)機(jī)設(shè)計(jì)方法,一種是在第一個(gè)溫度平臺(tái)的結(jié)束時(shí)刻施加壓力,對(duì)平臺(tái)時(shí)間進(jìn)行優(yōu)化,此時(shí)溫度制度是變化的:另一種是溫度制度固定,可以在溫度制度的任意時(shí)刻施加壓力。
3.1T700/ 5228層板加壓時(shí)機(jī)分析
初始層板厚度為3. 86mm,初始纖維體積分?jǐn)?shù)為55%,雙面吸膠。首先,采用第一種定義方法對(duì)加壓時(shí)機(jī)進(jìn)行設(shè)計(jì)。平臺(tái)時(shí)間th可調(diào)范圍為0到120min。基于優(yōu)化平臺(tái),可以得到不同壓力條件下,層板平均纖維含量隨平臺(tái)時(shí)間的變化,如圖5所汞。隨著平臺(tái)時(shí)間的增加,平均纖維含量減小,這是由于隨著平臺(tái)時(shí)間的增加,樹脂粘度增加:鋪層方式不同,達(dá)到相同纖維含量,平臺(tái)時(shí)間差別很大,這主要是由于鋪層方式不同,纖維層壓縮和滲透特性的不同:在相同壓力條件下,對(duì)于正交層板,可達(dá)到的最大纖維體積分?jǐn)?shù)較低,層板內(nèi)纖維分布更均勻,對(duì)于單向?qū)影澹拷z層邊界維密實(shí)程度高,纖維體積分?jǐn)?shù)大,滲透率低,樹脂流動(dòng)阻力大,層板內(nèi)纖維分布不均勻程度高。圖6為單向?qū)影澹w維含量62%,在不同工藝制度條件下層板厚度方向纖維分布。可以看出,纖維分布不均勻,最大差值可達(dá)20%。然而,不同壓力制度下,纖維分布不均勻性差別不大。
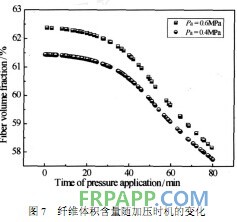
從圖5結(jié)果可以看出,對(duì)于正交鋪層,層板可達(dá)到的纖維體積分?jǐn)?shù)比較低,采用第二種方法對(duì)加壓時(shí)機(jī)進(jìn)行了設(shè)計(jì)。設(shè)平臺(tái)時(shí)間為30 min,加壓時(shí)機(jī)在0到80min之間變化。圖7給出了層板平均纖維體積分?jǐn)?shù)隨加壓時(shí)機(jī)的變化。圖7中坐標(biāo)0點(diǎn)為工藝時(shí)間起點(diǎn),50min為第一個(gè)溫度平臺(tái)開始時(shí)刻。
從圖中結(jié)果可以看出,在工藝開始就施加壓力可以適當(dāng)提高層板纖維體積分?jǐn)?shù),但是變化不大。主要是由于5228樹脂粘度較高,平臺(tái)區(qū)最低粘度在20Pa s以上,樹脂流動(dòng)性差,很難達(dá)到更高的纖維含量。

3.21700/ 5224層板加壓時(shí)機(jī)分析
初始條件與T700/ 5228層板相同,其典型溫度制度如圖2所示,第一平臺(tái)溫度為130 0c,第二平臺(tái)溫度為180℃。考慮到工業(yè)生產(chǎn)的實(shí)際情況,壓力取值范圍0. 2~0. 6MPa。圖8為層板纖維含量為62%,外加壓力與平臺(tái)時(shí)間的關(guān)系,可以看出與T700/ 5228層板相同,鋪層方式對(duì)加壓時(shí)機(jī)影響非常大。

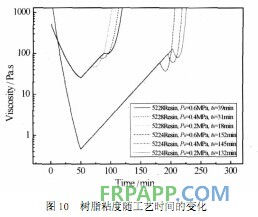
從圖中可以看出兩種樹脂體系的最低粘度差異較大,5228樹脂最低粘度在20Pa s以上,而5224樹脂最低粘度只有0. 5Pa s。圖中粘度曲線的第二個(gè)拐點(diǎn)為加壓時(shí)刻,可以看出雖然兩種樹脂體系平臺(tái)區(qū)粘度不同,得到相同纖維含量的層板,加壓時(shí)刻樹脂粘度基本相同。
4結(jié)論
(1)以熱壓成型過程樹脂流動(dòng)數(shù)學(xué)模型為基礎(chǔ),以固化層板纖維含量為目標(biāo),采用遺傳算法,實(shí)現(xiàn)了加壓時(shí)機(jī)的優(yōu)化。
(2) 5228樹脂體系,平臺(tái)區(qū)粘度較高,固化層板纖維體積分?jǐn)?shù)低;5224樹脂體系,平臺(tái)區(qū)粘度較低,對(duì)于T700/ 5224單向?qū)影寮訅哼^早容易造成貧膠。其它條件相同,樹脂流動(dòng)特性不同,加壓時(shí)機(jī)差別非常大。
(3)纖維、樹脂種類相同,鋪層方式不同,加壓時(shí)機(jī)差別很大:纖維種類、鋪層方式以及初始和優(yōu)化目標(biāo)相同的條件下,不同樹脂體系,加壓時(shí)刻樹脂粘度基本相同。
(4)纖維分布均勻性主要由纖維層壓縮特性決定期:維層壓縮特性與目標(biāo)纖維含量一定的情況下,調(diào)節(jié)工藝制度,對(duì)纖維分布均勻性影響不大







 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)